製造業のDXやスマートファクトリー化が進む中、工場内のあらゆる機器をネットワークでつなぐ取り組みが加速しています。
生産設備同士が情報をやり取りし、リアルタイムでデータを共有することで、生産効率の向上や品質管理の高度化が実現できるのです。
しかし、こうした通信を支える技術について、正しく理解している経営者は意外と少ないかもしれません。製造現場で最も広く使われている通信技術の一つが「TCP」であり、データの信頼性を確保する重要な役割を担っています。
本記事では、製造業の役員として知っておくべきTCPの基礎知識から、導入のメリット、実際の活用事例、そして注意すべきポイントまでを詳しく解説します。
目次
TCPとは?
TCPは「Transmission Control Protocol」の略称で、インターネットやネットワーク上でデータを確実に届けるための通信規則です。
わかりやすく例えると、郵便物を送る際に「配達完了の通知」を受け取り、届かなければ再送してくれるような仕組みといえます。製造現場では、生産設備同士がデータをやり取りする際に、このTCPが活躍しています。
データが正しく届いたかを確認し、もし途中で失われた場合は自動的に再送する機能を持つため、重要な情報を扱う製造業にとって非常に信頼性の高い通信方法なのです。
工場のスマート化やIoT導入を検討する際には、このTCPの理解が欠かせません。
通信の世界では「コネクション型」と呼ばれ、データを送る前に相手との接続を確立してから通信を始める特徴があります。
TCPとUDPの違い
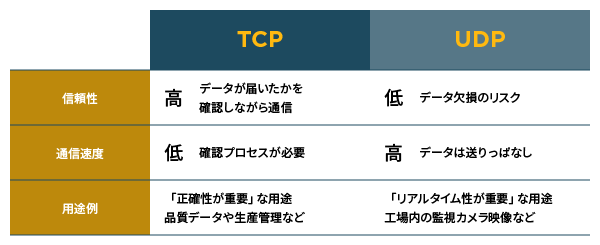
通信プロトコルには、TCPの他に「UDP(User Datagram Protocol)」という方式も存在します。TCPとUDPの最も大きな違いは、通信の信頼性と速度のバランスです。
TCPは、データが確実に届いたかを確認しながら通信するため信頼性が高い反面、確認作業の分だけ通信速度はやや遅くなります。
一方、UDPはデータが届いたかを確認せずに送りっぱなしにするため、通信速度は速いものの、データが失われる可能性があるのです。
製造現場での使い分けとしては、品質データや生産管理といった「正確性が重要」な用途にはTCPを使い、工場内の監視カメラ映像など「リアルタイム性が重要」な用途にはUDPを使うという判断になります。
どちらが優れているかではなく、用途に応じて適切に選択することが重要なのです。自社の製造システムを構築する際は、それぞれの特性を理解した上で、専門家と相談しながら最適な通信方式を選ぶことをおすすめします。
製造業でTCPが選ばれる3つの理由
製造業の現場でTCPが広く採用されているのには、おもに3つの理由があります。
- 理由1:信頼性の高いデータ通信
- 理由2:拡張性と柔軟性
- 理由3:コスト効率の向上
順番に見ていきましょう。
理由1:信頼性の高いデータ通信
製造現場では、わずかなデータの欠損が生産停止や品質不良につながる可能性があります。TCPは、送信したデータが相手に正しく届いたかを必ず確認する仕組みを持っているため、データの欠落を防げます。
例えば生産ラインのロボットに、部品を取り付ける指令を送る際、それが確実に届かなければ、製品の組み立てミスが発生してしまうでしょう。
TCPを使えば、指令が届いたことを確認してから次の工程に進むため、このようなトラブルを未然に防げるのです。また、品質データや生産進捗データといった重要な情報を記録する際にも、データが途中で失われる心配がありません。
さらに、通信エラーが発生した場合は自動的にデータを再送する機能があるため、人の手を介さずに確実な通信が実現します。
この信頼性の高さが、製造業でTCPが選ばれる最大の理由です。
理由2:拡張性と柔軟性
製造業では、新しい設備の導入や生産ラインの増設が頻繁に発生します。
TCPは世界中で標準的に使われている通信規則のため、異なるメーカーの機器同士でも問題なく通信できる互換性があります。これにより、新しい機械を追加する際のネットワーク調整が非常に簡単になるのです。
例えば、A社製の生産設備とB社製の検査装置を同じネットワークでつなぐ場合でも、両方がTCPに対応していれば、特別な変換装置なしでデータのやり取りが可能です。
また、工場の規模拡大に伴ってネットワークを広げる際も、既存のシステムを大きく変更する必要がありません。
さらに、将来的にIoTやAIといった最新技術を導入する場合でも、TCPベースのネットワークがあれば、スムーズに統合できる柔軟性を持っています。
この拡張性の高さが、長期的な投資対効果を高める重要なポイントとなります。
理由3:コスト効率の向上
TCPは世界標準のプロトコルとして広く普及しているため、対応する機器やソフトウェアが豊富に存在します。この普及率の高さが、コスト削減につながる大きなメリットです。
特定のメーカーにしか対応していない専用の通信システムを導入すると、機器の選択肢が限られ、価格交渉の余地も少なくなってしまいます。
しかし、TCP対応の製品は市場に数多く出回っているため、価格競争が働き、導入コストを抑えられるのです。また、オープンソースのソフトウェアやツールも多数利用できるため、ライセンス費用を削減できる場合もあります。
さらに、TCPに関する技術情報や専門家も豊富なため、トラブル発生時のサポート体制も整いやすく、運用コストの削減にもつながります。
初期投資だけでなく、長期的な運用コストまで考慮すると、TCPの採用は経営判断として非常に合理的といえるでしょう。
製造業におけるTCPの5つの活用シーン
製造現場では、TCPがさまざまな場面で活用されています。
ここでは、代表的な5つの活用シーンを紹介します。
- 活用シーン1:スマートファクトリーの実現
- 活用シーン2:リモートモニタリングと予知保全
- 活用シーン3:生産管理システムとの連携
- 活用シーン4:品質管理の高度化
- 活用シーン5:エネルギー管理の最適化
順番に見ていきましょう。
活用シーン1:スマートファクトリーの実現
スマートファクトリーとは、工場全体をネットワークでつなぎ、データを活用して生産効率を高める取り組みです。TCPは、このスマートファクトリーを実現するための通信基盤として重要な役割を果たしています。
工場内のすべての生産設備やセンサーをTCPで接続することで、各機械の稼働状況をリアルタイムで把握できるようになります。
例えば、生産ラインの一部で異常が発生した際、その情報が瞬時に管理室に伝わり、迅速な対応が可能となるのです。
また、各工程での作業時間や部品の使用状況といったデータを自動収集することで、生産計画の精度向上やボトルネックの発見にもつながります。
さらに、複数の工場を持つ企業では、各拠点のデータを統合して分析することで、全社的な生産最適化も実現できます。TCPの信頼性の高さが、こうしたデータ駆動型の生産管理を支えているのです。
活用シーン2:リモートモニタリングと予知保全
製造設備の突然の故障は、生産停止による損失を生み出します。
TCPを活用したリモートモニタリングシステムでは、遠隔地にある工場の機械状態を常時監視できます。設備に取り付けたセンサーが、温度・振動・圧力といったデータをTCPで送信し、異常の兆候を早期に検知する仕組みです。
例えば、モーターの振動パターンが通常と異なる場合、故障する前に警告を発することで、計画的なメンテナンスが可能になります。これにより、突発的な生産停止を防ぎ、設備の稼働率を高められるのです。
また、複数の工場を運営している企業では、本社から各拠点の設備状態を一括管理できるため、保守要員の効率的な配置も実現します。
TCPの安定した通信により、24時間365日の監視体制を構築でき、予知保全の精度が飛躍的に向上するのです。
活用シーン3:生産管理システムとの連携
製造現場のデータと経営判断を結びつけるには、生産管理システムとの連携が不可欠です。TCPは、現場で発生するリアルタイムのデータを生産管理システムへ確実に送信する役割を担っています。
例えば、製品が一つ完成するたびに、その情報がTCPを通じてERPシステムに自動送信されることで、在庫数や生産進捗が瞬時に更新されます。
これにより、経営者は現在の生産状況を正確に把握でき、迅速な意思決定が可能になるのです。また、受注情報と生産計画を連動させることで、納期管理の精度も向上します。
さらに、部品の使用状況をリアルタイムで追跡できるため、在庫の適正化やジャストインタイムでの部品調達も実現できます。
TCPの信頼性により、データの欠損がなく、正確な情報に基づいた経営判断が下せるようになるのです。
活用シーン4:品質管理の高度化
製造業において、品質管理は企業の信頼を左右する重要な要素です。TCPを活用した品質管理システムでは、製造工程のあらゆるデータを自動収集し、品質の見える化を実現します。
例えば、製品の寸法測定結果や加工温度といったデータを、TCPで品質管理システムに送信することで、不良品の発生パターンを分析できます。
これにより、品質問題の根本原因を特定し、改善策を講じることが可能になるのです。
また、すべての製品に対して製造履歴を記録するトレーサビリティシステムも、TCPの信頼性に支えられています。
万が一、市場で品質問題が発生した場合でも、該当製品がいつ、どの設備で、どのような条件で製造されたかを即座に追跡できます。
こうした品質データの蓄積と分析により、継続的な品質改善と顧客満足度の向上につながるのです。
活用シーン5:エネルギー管理の最適化
製造業において、エネルギーコストの削減は経営課題の一つです。TCPを活用したエネルギー管理システムでは、工場内の各設備の電力消費量をリアルタイムで測定し、無駄を見える化します。
例えば、生産ラインごと、機械ごとの電力使用状況をTCPで管理システムに送信することで、エネルギー消費の傾向を把握できます。
これにより、稼働していない機械が不必要に電力を消費していないか、ピーク時間帯の電力使用を平準化できないかといった分析が可能になるのです。
また、省エネ施策を実施した際の効果測定もデータに基づいて正確に行えます。さらに、近年注目されているカーボンニュートラルへの対応においても、エネルギー使用量の正確な把握は不可欠です。
TCPによる確実なデータ収集が、環境負荷低減とコスト削減の両立を実現する基盤となっています。
製造業でのTCP導入事例3選
ここからは、製造業の異なる業種における3つの導入事例を紹介します。順番に解説していきます。
事例1:自動車部品メーカーのスマートファクトリー化
ある自動車部品メーカーでは、複数の生産ラインを持つ工場全体のネットワークをTCPで統一しました。
従来は、各ラインで異なる通信規格を使用していたため、全体の生産状況を把握するのに時間がかかっていました。しかしTCP導入後は、すべての生産設備や検査装置からデータを一元管理できるようになり、リアルタイムでの稼働監視が実現。
例えば、特定のラインで部品供給が遅れた場合、その情報が即座に管理システムに伝わり、他のラインの生産計画を自動調整できるようになったのです。
また、品質検査のデータも自動収集されるため、不良品の発生パターンを分析し、工程改善に活かせるようになりました。さらに、異常発生時のアラートが瞬時に担当者に通知されることで、トラブル対応の時間が大幅に短縮されています。
この取り組みにより、生産効率と品質の両面で向上を実現し、競争力強化につながったのです。
事例2:重機メーカーのリモート監視システム
重機を製造するメーカーでは、地方にある複数の工場の設備状態を本社から監視する必要がありました。従来は、各工場に保守担当者を常駐させていましたが、人材不足と人件費の増加が課題となっていました。
そこで、TCPを活用したリモートモニタリングシステムを導入し、すべての製造設備にセンサーを設置。これにより、本社の保守チームが各工場の機械の稼働状況や異常の兆候をリアルタイムで確認できるようになったのです。
例えば、ある工場のプレス機の振動データに異常が見られた場合、故障する前に計画的なメンテナンスを実施できるようになりました。
また、保守要員を効率的に配置できるようになり、複数の工場を少人数でカバーすることが可能になっています。
TCPの信頼性により、24時間体制での監視が実現し、突発的な生産停止が大きく減少したのです。
事例3:食品製造業のトレーサビリティ強化
食品製造業では、製品の安全性を証明するためのトレーサビリティが重要です。
ある食品メーカーでは、原材料の受入から製品出荷までのすべての工程データをTCPで記録するシステムを構築しました。従来は、各工程で手書きの記録を残していたため、情報の集約に時間がかかり、記入ミスのリスクもあったのです。
TCP導入後は、原材料のロット番号、加工温度、時間、担当者といった情報が自動的にデータベースに蓄積されるようになりました。これにより、万が一製品に問題が発生した場合でも、どの原材料をいつ使用したかを瞬時に特定できるようになったのです。
また、製造履歴をデータ化したことで、品質管理部門での分析作業も効率化されました。
消費者への説明責任を果たすだけでなく、社内の業務効率化にもつながり、企業の信頼性向上に貢献しています。
製造業にTCPを導入するときの3つの注意点
TCPには多くのメリットがある一方で、導入時に注意すべきポイントも存在します。
- 注意点1:通信速度の制限
- 注意点2:セキュリティ対策の必要性
- 注意点3:既存システムとの整合性確認
順番に解説していきます。
注意点1:通信速度の制限
TCPは信頼性を重視した通信方式のため、データが届いたかを毎回確認する仕組みになっています。この確認作業には時間がかかるため、UDPと比較すると通信速度がやや遅くなる特徴も。
例えば、ロボットアームをミリ秒単位で制御するような、極めて高速な応答が求められる用途では、TCPの確認作業が遅延の原因となる場合があります。
こうした用途では、UDP や産業用イーサネットといった別の通信方式を検討する必要があるでしょう。
また、ネットワークの帯域幅が不足していると、TCPの性能が十分に発揮されない可能性もあります。導入前には、自社の製造システムに求められる応答速度を明確にし、TCPで対応可能かを専門家に相談することが重要です。
適切な通信方式を選択することで、生産効率の向上と安定稼働の両立が実現します。
注意点2:セキュリティ対策の必要性
TCPを使った通信は、サイバー攻撃の対象になる可能性があります。特に、工場のネットワークをインターネットに接続する場合は、セキュリティ対策が欠かせません。
代表的な攻撃手法として「SYNフラッド攻撃」があり、これはTCPの接続確立の仕組みを悪用してシステムをダウンさせる手口です。
このような攻撃を防ぐには、ファイアウォールやIDS/IPS(侵入検知・防御システム)といったセキュリティ機器の導入が必要です。また、通信内容を暗号化するTLS/SSL技術を併用することで、データの盗聴や改ざんを防ぐことができます。
製造業では、工場の制御システムが攻撃されると生産停止につながるため、一般のオフィスネットワーク以上に厳格なセキュリティ対策が求められます。
導入時には、情報セキュリティの専門家と連携し、適切な防御策を講じることが経営リスクの低減につながるのです。
注意点3:既存システムとの整合性確認
製造現場には、長年使用してきた古い設備や独自の通信規格を採用したシステムが残っている場合があります。TCPを新たに導入する際は、これらの既存システムとの接続性の確認が必要です。
例えば、古い製造装置が独自のプロトコルしか対応していない場合、TCPと変換するためのゲートウェイ機器が必要になることがあります。
また、既存のネットワーク構成を大きく変更すると、一時的に生産が停止するリスクもあるため、段階的な移行計画を立てることが重要です。
まずは新規導入する設備からTCPを採用し、更新時期を迎えた機器から順次置き換えていくといったアプローチが現実的でしょう。
さらに、現場の技術者がTCPについて理解を深めるための教育も必要です。既存投資を無駄にせず、将来を見据えた計画的な導入が、経営判断として求められるのです。
製造業におけるTCPの今後の展望
製造業におけるTCPの活用は、今後さらに広がっていくと予想されます。特に注目されているのが、IoT技術との融合による「つながる工場」の実現です。
あらゆる設備やセンサーがTCPでネットワークにつながり、収集されたデータをAIが分析することで、人の判断を超えた生産最適化が可能になります。
また、5G通信技術の普及により、より高速で安定したTCP通信が実現し、リアルタイム性が求められる用途での活用も進むでしょう。
さらに、エッジコンピューティングとの組み合わせにより、データ処理を現場に近い場所で行うことで、より迅速な制御が可能になります。
カーボンニュートラルへの対応やサプライチェーンの強靭化といった社会的要請に応えるためにも、TCPを基盤としたデータ駆動型の製造業への転換が加速すると考えられます。
経営者としては、こうした技術トレンドを把握し、自社の競争力強化につなげる戦略的な投資判断が求められているのです。
まとめ
製造業におけるTCP(Transmission Control Protocol)は、データを確実に届ける通信規則として、工場のスマート化に欠かせない技術です。
製造業でTCPが選ばれる理由は、信頼性の高さ、異なるメーカー機器間でも通信可能な拡張性、そして世界標準によるコスト効率の向上の3点です。
また、UDPとの主な違いは以下のとおりです。
| 比較項目 | TCP | UDP |
|---|---|---|
| 信頼性 | 高い | 低い |
| 速度 | やや遅い | 速い |
| 用途 | 品質・生産管理など | 監視映像など |
導入時は、確認作業による通信速度の制限、サイバー攻撃へのセキュリティ対策、既存システムとの整合性確認が重要です。
今後はIoT技術や5G通信との融合により、データ駆動型製造業への転換を支える基盤技術として、さらなる重要性が高まると予想されます。