
製造業の現場において、機械同士のデータ連携は生産性向上の要となっています。
近年、スマート工場化やIoT化の推進により、異なるメーカーの設備を統合し、リアルタイムでデータを収集・管理する仕組みが強く求められるようになりました。
特に、既存の古い設備を活かしながら段階的に自動化を進めたい企業にとって、通信規格の選択は重要な経営判断といえるでしょう。
一方で、数多くある規格の中から自社に最適なものを見極める必要があります。
この記事では、40年以上にわたり産業界で使われ続けているModbusについて、その特徴や導入メリット、注意すべきポイントなどを詳しく解説します。
目次
Modbusとは?
Modbusとは、1979年にアメリカのModicon社が開発した産業用の通信プロトコルです。通信プロトコルとは、機械同士が情報をやり取りするための「共通ルール」を意味します。
たとえば、工場にある温度計やモーター、圧力計といった機器が、それぞれ異なるメーカー製であっても、Modbusという共通ルールを使えば、スムーズにデータを交換できるようになるのです。
この規格は特にPLC(シーケンサとも呼ばれる制御装置)向けに作られており、ボイラーや製造機械の自動制御に広く使われています。
現在では工場だけでなく、エレベーターや遊園地の乗り物など、私たちの生活のさまざまな場面で活躍しているのが特徴です。
Modbusは産業界におけるデ・ファクトスタンダード(事実上の標準規格)として40年以上使われ続けており、その信頼性と実績が今なお評価されています。
Modbusが製造業で採用される3つの理由
製造業でModbusが広く採用されている背景には、以下の3つが挙げられます。
- 理由1:導入コストが低い
- 理由2:多機種・多メーカー混在環境に対応
- 理由3:IoT・スマート工場化との親和性
順番に解説していきます。
理由1:導入コストが低い
Modbusの最大の魅力は、ライセンス費用が一切かからない「ロイヤリティフリー」である点です。仕様書が無料で公開されており、誰でも自由に利用できるため、初期投資を大幅に抑えられます。
通常、産業用の通信規格を導入する際には、専用のハードウェアやライセンス契約が必要になるケースが多く、コストが膨らみがちです。
しかしModbusなら、そうした追加費用を心配する必要がありません。このため、大企業だけでなく中小製造業でも導入しやすく、設備自動化への第一歩として選ばれています。
特に予算が限られている状況でも、既存の設備に後付けで導入できる柔軟性があるため、段階的な自動化を進めやすいのが利点といえるでしょう。
コストを抑えながら生産性向上を目指せる点は、経営判断において大きなメリットです。
理由2:多機種・多メーカー混在環境に対応
Modbusは、異なるメーカーの機器を組み合わせて使える「オープン規格」として設計されています。工場では、長年使ってきた古い機械と、最新のIoT対応機器が混在していることが珍しくありません。
こうした環境でも、Modbusを活用すれば、機器間のデータ連携が実現できます。特定のメーカーに縛られない自由度の高さは、設備のリニューアルや段階的な導入を検討する際に、大きな強みとなります。
たとえば、既存のセンサーやモーターをそのまま活かしつつ、新しい監視システムだけを追加するといった柔軟な対応が可能です。また、故障時の代替機器の選択肢が広がるため、サプライチェーンのリスク分散にもつながります。
理由3:IoT・スマート工場化との親和性
近年、製造業ではIoT技術を活用したスマート工場化が急速に進んでいます。
Modbusは、こうした最新のデジタル技術との相性が非常に良いことで注目されています。特にModbus TCP/IPを使えば、工場内のネットワークを通じて、センサーデータをクラウドに送信したり、遠隔地から機械の状態を監視したりすることが可能です。
さらに、MQTTなどのIoT向けプロトコルと組み合わせることで、リアルタイムでのデータ分析や異常検知も実現できます。
2025年以降、インダストリー4.0(第四次産業革命)の流れが加速する中で、Modbusは既存設備とデジタル技術をつなぐ「橋渡し役」として、その重要性を増しています。
実際に、産業用イーサネット市場は年間15%の成長率が見込まれており、その中核技術としてModbusが位置づけられているのです。
既存設備を活かしながら、最新のIoT技術を取り入れられる点は、投資効率を重視する経営者にとって魅力的な選択肢でしょう。
Modbusの3つの種類と特徴
Modbusには、通信方式の違いによって大きく3つの種類が存在します。それぞれ適した用途が異なるため、導入時には特徴を理解しておくことが重要です。
- Modbus RTU
- Modbus ASCII
- Modbus TCP/IP
順番に解説していきます。
Modbus RTU
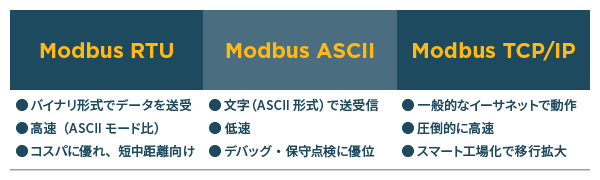
Modbus RTUは、工場の現場で最も広く使われている通信方式です。RTUは「Remote Terminal Unit(遠隔端末装置)」の略で、バイナリ形式でデータを送受信するのが特徴となっています。
通信速度は最大115.2kbps(一般的には9.6〜19.2kbps)で、ASCIIモードと比べて高速な点が利点です。
RS-485やRS-232といったシリアル通信ケーブルを使用し、最大1200メートルの距離まで通信できるため、広い工場内での機器接続に適しています。
データがバイナリ形式のため、人間が目で見て内容を確認するのは難しいのですが、機械同士の通信効率は非常に高くなります。特に、複数のセンサーやアクチュエーターを一斉に制御する必要がある現場では、このRTUモードが第一選択肢となるケースが多いです。
コストパフォーマンスに優れており、短距離から中距離の通信に向いているため、製造ラインの自動化において重宝されています。
Modbus ASCII
Modbus ASCIIは、データを文字(ASCII形式)で送受信する方式です。
最大の特徴は、通信内容を人間が読める形式で扱える点にあります。
そのため、システムの開発段階やトラブルが発生した際のデバッグ作業で、通信内容を確認しやすく、問題の特定がスムーズに行えるのです。
ただし、文字形式でデータを送るため、RTUモードと比べると伝送速度は遅くなります。その代わり、他のプロトコルとの競合が少ないという利点も。
実際の製造現場では、メインの通信にはRTUを使い、保守・点検用の通信にはASCIIを使うといった使い分けがされることもあります。
また、古い機器やシンプルなシステムでは、ASCIIモードの方が実装しやすいケースもあるため、用途に応じて選択されています。
Modbus TCP/IP
Modbus TCP/IPは、一般的なイーサネットネットワーク上で動作する最新の通信方式です。通信速度は、RTUやASCIIと比べて圧倒的に高速なのが特徴です。
既存のオフィスや工場で使われているLANケーブルをそのまま活用できるため、新たな配線工事が不要で導入コストを抑えられます。また、インターネット経由での遠隔監視や制御にも対応しており、本社から離れた工場の状況をリアルタイムで把握することも可能です。
2025年現在、スマート工場化の流れに伴い、Modbus TCP/IPへの移行が加速しています。特に、TSN(Time-Sensitive Networking)という最新技術と組み合わせることで、リアルタイム性が求められる制御と情報通信を、同一ネットワーク上で共存させられる点が注目されています。
大規模な工場や、複数拠点を持つ企業にとって、Modbus TCP/IPは今後の標準となる可能性が高い通信方式といえるでしょう。
Modbus導入の3つのメリット
Modbusを導入することで、製造業の経営者が得られる具体的なメリットは数多くあります。
ここでは、特に重要な3つのメリットに焦点を当てて解説します。
- メリット1:設備投資コストを削減
- メリット2:稼働率向上と予知保全の実現
- メリット3:人手不足への対応と技術継承
順番に解説していきます。
メリット1:設備投資コストを削減
Modbusの導入は、設備投資コストの大幅な削減につながります。
前述の通り、ライセンス費用が不要なため、通信規格の導入にかかる初期費用をゼロに抑えられます。
さらに、既存の古い機械にも後付けでセンサーやゲートウェイを追加するだけで、データ収集や遠隔監視が可能になるため、設備を丸ごと入れ替える必要がありません。
実際の現場では、設備の全面刷新と比較して、投資額を大幅に圧縮できたという声が多く聞かれます。また、段階的に自動化を進められるため、一度に大きな予算を確保する必要がなく、キャッシュフローの管理もしやすくなります。
特に中小企業にとって、少ない投資でDX化を進められる点は、競争力を維持するうえで重要な要素となるでしょう。
コストを抑えながら生産性を向上させられるModbusは、費用対効果の高い選択肢といえます。
メリット2:稼働率向上と予知保全の実現
Modbusを活用することで、機械の稼働状況をリアルタイムで把握できるようになります。
温度や振動、圧力といったデータを常時監視できるため、異常の兆候を早期に発見できるのが利点です。これにより、突発的な故障による生産ラインの停止を防ぎ、計画的なメンテナンスを実施できます。
予知保全が実現すれば、故障してから修理するのではなく、故障する前に対処できるため、ダウンタイムを最小限に抑えられるでしょう。結果として、生産設備の稼働率が向上し、納期遅延のリスクも減少します。
また、メンテナンスコストも適正化でき、無駄な部品交換や過剰な点検作業を削減できる効果もあります。経営者にとって、設備の安定稼働は売上と利益に直結する重要な要素ですから、予知保全の実現は大きなメリットといえるでしょう。
メリット3:人手不足への対応と技術継承
現在、製造業では深刻な人手不足が課題となっています。
Modbusによる遠隔監視システムを導入すれば、現場を巡回する作業を減らし、限られた人員で効率的に工場を管理できます。たとえば、複数の工場や遠隔地にある設備の状態を、本社や管理室から一括で監視することも可能です。
これにより、熟練技術者が現場に常駐しなくても、異常をすぐに察知し対応できる体制が整います。また、機械の動作データを蓄積することで、ベテラン技術者の経験や勘に頼っていた判断を、データとして可視化可能です。
こうしたデジタル化により、若手技術者への技術継承がスムーズになり、育成期間の短縮にもつながります。
人材確保が難しい中で、既存の人員を最大限に活用できる仕組みを作れる点は、経営戦略として非常に重要です。
Modbus導入前に把握すべき3つのデメリット
Modbusには多くのメリットがある一方で、導入前に理解しておくべきデメリットも存在します。
- デメリット1:低速な通信速度による制約
- デメリット2:セキュリティ脆弱性への対策が必須
- デメリット3:レガシーシステムとの互換性課題
順番に解説していきます。
デメリット1:低速な通信速度による制約
現代の高速ネットワークと比較すると、データ伝送に時間がかかるという制約があります。そのため、大量のデータをリアルタイムで送受信する必要がある用途には向いていません。
たとえば、高解像度の画像データや動画を送信したり、ミリ秒単位の高速応答が求められる制御には不適切です。ロボットアームの高精度な動作制御や、高速ラインでの瞬時の判断が必要な場面では、他の通信規格を検討する必要があります。
ただし、温度や圧力といった数値データの定期的な収集であれば、十分に実用的な速度といえます。導入を検討する際は、自社の工場で扱うデータ量と、必要な応答速度を事前に確認しておくことが重要です。
デメリット2:セキュリティ脆弱性への対策が必須
Modbusは1979年に開発された古い規格のため、セキュリティ機能が十分に備わっていないという課題があります。
特にModbus TCPには、標準でログイン認証やデータ暗号化の仕組みが存在しません。そのため、ネットワークに接続された機器が外部から不正アクセスを受けるリスクが存在します。
実際に、サイバー攻撃によって工場の制御システムが乗っ取られる事例も報告されています。特に、インターネットと接続する場合は、ファイアウォールの設置やネットワーク分離(IT系とOT系の分離)が必要不可欠です。
また、定期的な脆弱性診断や、アクセスログの監視体制を整えることも重要になります。
セキュリティ対策を後回しにすると、重大な事故や生産停止につながる恐れがあるため、初期段階から専門家と相談しながら進めるべきでしょう。
デメリット3:レガシーシステムとの互換性課題
Modbusはオープン規格であるため、公式の認証制度が存在しません。そのため、メーカーごとに独自の拡張機能が追加されていることがあり、異なるメーカーの機器同士で互換性の問題が発生するケースも。
実際に、製造工場の60%以上がシステム統合時に問題を抱えているというデータもあります。特に、古い機械と新しい機器を組み合わせる際には、通信が正常に行えるか事前の実証テストが欠かせません。
カタログ上では「Modbus対応」と記載されていても、実際に接続してみると期待通りに動作しないこともあります。
導入前には、POC(概念実証)として小規模な環境で動作確認を行い、問題がないことを確認してから本格導入を進めることが推奨されます。
また、導入後のトラブルに備えて、サポート体制が充実したベンダーを選ぶことも重要です。
Modbus導入時の3つの注意点
Modbus導入時には、以下3点に注意しましょう。
- 注意点1:既存設備との互換性を必ず実証テスト
- 注意点2:セキュリティ対策を初期段階から組み込む
- 注意点3:導入コンサルティングと保守体制の確保
順番に解説していきます。
注意点1:既存設備との互換性を必ず実証テスト
Modbusには公式の認証制度がないため、機器同士の互換性を現場で確認することが必須です。
特に、既存の古い機械と新しいセンサーやゲートウェイを組み合わせる場合、メーカー間の仕様の違いによって通信エラーが発生することがあります。
そのため、本格導入の前に必ず実証テスト(POC)を実施し、実際の現場環境で問題なく動作するか確認しましょう。テストは小規模から始めることで、万が一の問題が発生した場合でも影響を最小限に抑えられます。
また、テスト段階で得られた知見は、全社展開時の貴重な情報となり、スムーズな導入につながります。投資判断を行う際には、テスト費用も予算に組み込んでおくことが賢明です。
安価なトライアルから始めることで、リスクを抑えながら導入効果を検証できるでしょう。
注意点2:セキュリティ対策を初期段階から組み込む
セキュリティ対策は、システムが稼働してから追加するのではなく、設計段階から組み込むことが重要です。
特に、工場のネットワークをインターネットと接続する場合は、IT系(情報系)とOT系(制御系)のネットワークを物理的に分離する対策が推奨されています。
また、Modbus TCPのポートをデフォルトで無効化し、必要な通信だけを許可する「ホワイトリスト方式」の採用も有効です。さらに、ファイアウォールやIDS(侵入検知システム)を導入し、不正なアクセスを監視する体制を整えましょう。
定期的な脆弱性診断を実施することで、新たな脅威にも迅速に対応できます。セキュリティ投資は一見すると直接的な利益を生みませんが、重大事故や情報漏洩による損失を防ぐ「保険」として捉えるべきです。
経営者として、安全性を最優先に考えた設計を心がけましょう。
注意点3:導入コンサルティングと保守体制の確保
Modbusの導入には、専門的な知識と経験が求められます。社内に通信技術やネットワークに詳しい人材がいない場合は、実績のあるベンダーやコンサルタントに相談することが賢明です。
特に、Modbus導入の実績が豊富な企業を選ぶことで、過去の失敗事例や成功パターンを活かしたスムーズな導入が可能になります。また、システム稼働後の保守・メンテナンス体制も重要なポイントです。
トラブルが発生した際に迅速に対応できるサポート契約を結んでおくことで、ダウンタイムを最小限に抑えられます。長期的な視点で見れば、保守費用は設備の安定稼働を支えるための必要経費といえるでしょう。
信頼できるパートナーを選定し、導入から運用まで一貫してサポートを受けられる体制を構築することが、成功への近道です。
Modbusの今後の展望
Modbusは40年以上の歴史を持つ通信規格でありながら、今もなお進化を続けています。
Modbus通信モジュール市場は、2025年から2032年にかけて年平均18.4%の成長率で拡大し、市場規模は208億5,000万米ドルに達する見込みです。
この成長を支える要因として、インダストリー4.0やスマート工場化の推進が挙げられます。
また、IoT技術との融合も進んでおり、MQTTなどのクラウド連携プロトコルと組み合わせることで、エッジコンピューティングやAIを活用した高度な分析が可能になっています。
2025年以降、産業用イーサネット市場は年間15%の成長が予測されており、その中でModbusは重要な位置を占め続けるでしょう。
さらに、OPC UAなどの新しい規格との相互運用性も向上しており、既存のModbus資産を活かしながら最新技術を取り入れる環境が整いつつあります。
製造業のDXが加速する中で、Modbusは「レガシーと最先端を橋渡しする技術」として、今後も重要な役割を果たし続けると考えられます。
経営者としては、既存設備を無駄にせず、段階的にデジタル化を進める戦略において、Modbusを有効活用することが競争力維持の鍵となるでしょう。
まとめ
Modbusは、1979年に開発された産業用通信プロトコルで、40年以上にわたり製造業の標準規格として活用されています。異なるメーカーの機器同士をシームレスに接続できるオープン規格であり、ライセンス費用が不要なため、中小企業でも導入しやすい点が特徴です。
導入により、設備投資コストの削減、稼働率向上、人手不足対応といったメリットが得られる一方で、通信速度の制約やセキュリティ脆弱性、互換性課題といったデメリットも存在します。
導入時には、既存設備との実証テストやセキュリティ対策の組み込み、信頼できる保守体制の確保が重要です。